欢迎光临~佛山市广美机械科技有限公司
语言选择:


佛山市广美机械科技有限公司
服务热线:0757-88753569 13690317891
服务热线:0757-88753569 13690317891
一,使用上的问题点发生原因与调治事项

由上述事项以外的现象引起涂胶作业不能进行时,请与本公司联系, 以便得到专业技术人员的帮助。在检测后调治前,务必进行准确的检查, 检查不出原因时,请向本公司的售后服务中心咨询。
二,机器开机、更换胶液、胶咀高度调整的操作:
1. 正确的开机操作:
a.首先打开机器总开关,按操作面板上绿色电源按钮使机器得电处于待机状态。然后,在触屏显示的初始画面,按控制加热的‘ON’按键,使机器开始加热, 按下边的‘自动控制’按键,进入自动控制画面。
b.在自动控制画面中,按右下边的‘自动控制’按键,使机器处于正常工作状态,待温度上升至设定温度时,开始正常打胶作业。
c.机器的下面底板上有 2 个脚踏开关,控制前胶咀的前后移动,从而调整前后胶咀的间距。铝条宽度大于 20mm 时,摇动后胶咀后面的手轮进行调整。
2.更换胶液的操作:
a.首先,胶液用尽时,胶量报警的蜂鸣器会报警,在触屏的自动控制画面中,上面的‘缺胶’指示灯会显示,触屏会弹出‘缺胶报警’的提示画面,请及时更换胶液。
b.然后,关闭自动控制画面中的‘自动控制’按键,点击画面上边的‘手动控制’ 按键,使画面跳转至手动控制画面。
c.再次,按‘传送速度’按键,使传送皮带运转起来,再按‘退缸开关’,‘缸退’按键,液压系统控制胶缸的后退,待胶缸后退至尾部,关闭‘缸退’按键,将油缸尾部向后推动,使胶缸口向前转出,向胶缸内填充丁基热熔胶;填充完毕后,将胶缸推回到原位,使胶缸口对正加热盘,油缸尾部的限位开关复位。(注意:胶缸未完全向后退出时不能推动,否则油缸尾部的‘胶缸到位’限位开关会脱离位置,而影响退缸操作)
d.然后,按‘缸进’按键,使液压系统控制胶缸前进,顶到加热盘上,再将‘缸进’按键关闭,传送速度’按键关闭,按画面最上边的‘自动控制’按键,使画面跳转至自动控制画面;再按画面中的‘自动控制’按键,机器即可进入正常涂胶状态。
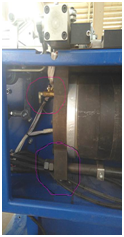
3. 涂胶胶咀高度的调整:
a.首先松开机器后面的 2 个固定螺钉(下图 3),
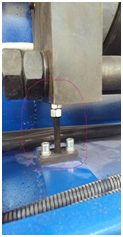
b.再调整下部的调节螺杆(下图 1,2),
c.使胶咀跟随上下移动即可实现胶咀高度的调整,
d.调整到位后,将 2 个固定螺钉拧紧。
4.每次换胶完成,要打开排气阀门(下图 1), 把压缩空气放出来,避免打胶时的断胶现象。

联系人:
手机:13690317891
电话:13542572637
邮箱:
地址: 广东省佛山市南海区狮山镇狮山科技工业园A区博学路2号
 Lankecms
Lankecms lankecms
lankecms
 Lankecms
Lankecms